by Mohamed Elbebhairy | Apr 19, 2026 | Products
When a fire ignites in a commercial building, industrial facility, or residential complex, the first line of defense available to occupants before the fire brigade arrives is the fire cabinet and hose reel installed at the nearest accessible point. A correctly specified, properly positioned, and well-maintained fire cabinet and hose reel system can suppress a developing fire in its earliest stages — preventing it from spreading, protecting lives, and limiting asset damage before automatic suppression systems or emergency services take over. Advanced Systems supplies and installs certified fire cabinet and hose reel solutions across Saudi Arabia, engineered to Saudi Civil Defense requirements and international fire protection standards for facilities of every type and scale across the Kingdom.
What Is a Fire Cabinet and Hose Reel System?
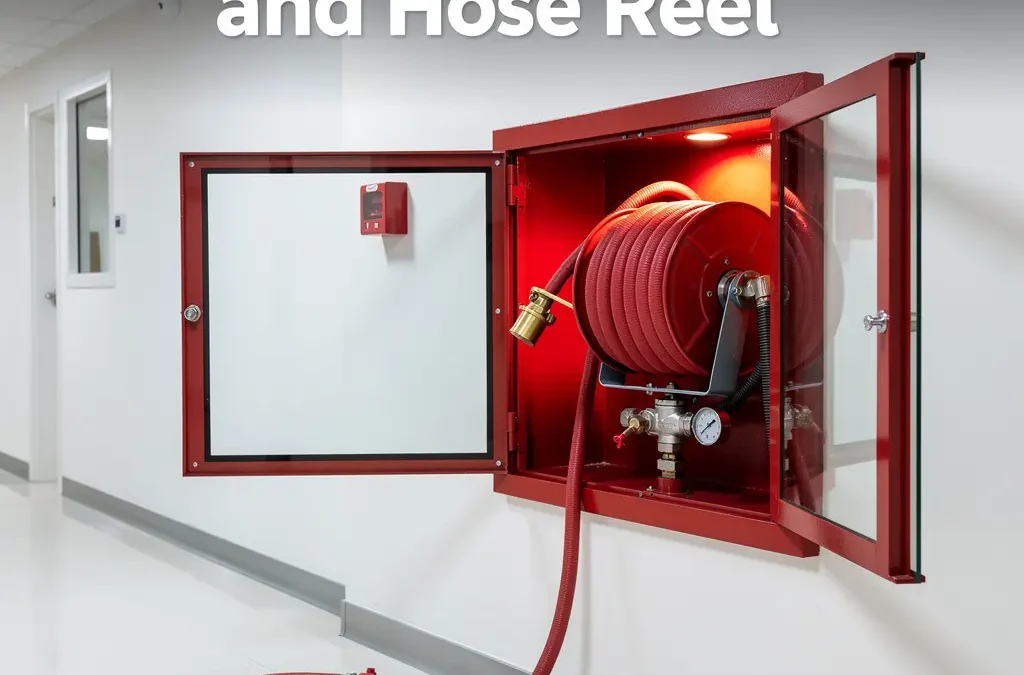
A fire cabinet is a purpose-built enclosure — manufactured in mild steel or stainless steel — that houses first-response fire fighting equipment in a protected, organized, and immediately accessible configuration at a fixed point within a building. The primary equipment housed within a fire cabinet is the hose reel — a rotating drum carrying a semi-rigid or synthetic fire hose connected to the building’s pressurized water supply, allowing any trained occupant to deploy a continuous water jet onto a fire within seconds of opening the cabinet door.
Together, the fire cabinet and hose reel form a complete first-response unit that requires no manual pump operation, no external water source, and no specialist training to deploy — making it the most practically accessible fire fighting tool available to building occupants during the critical early minutes of a fire event.
Key Components of a Fire Cabinet and Hose Reel Installation
A complete, code-compliant fire cabinet and hose reel assembly supplied by Advanced Systems includes the following certified components:
- Cabinet Enclosure: Mild steel (powder-coated red) or stainless steel (SS304 or SS316) construction, available in surface-mounted, semi-recessed, and fully recessed configurations to suit every wall type and architectural finish requirement. Cabinet doors are typically glazed or louvered for immediate visual identification of contents and accessibility verification.
- Hose Reel Drum: A swivel-mounted rotating drum that allows the hose to be run out in any direction from the cabinet — typically covering a 30-meter operational radius from the installation point. The drum is manufactured from corrosion-resistant materials and engineered for smooth, tangle-free deployment under emergency conditions.
- Semi-Rigid or Synthetic Fire Hose: Typically 19mm or 25mm diameter, manufactured to BS EN 694 or equivalent standards, with a maximum working pressure of 12 bar, proof pressure of 24 bar, and a temperature operating range of -20°C to +60°C. The hose maintains its shape when pressurized, preventing kinking that could interrupt water flow during use.
- Shut-Off Nozzle: A mechanically secured, multi-pattern nozzle allowing the user to control water flow — switching between jet and spray patterns — and shut off supply without returning to the isolating valve. Nozzle quality directly affects user control and suppression effectiveness under real emergency conditions.
- Isolation Ball Valve: A quarter-turn valve connecting the hose reel to the building’s fire suppression water supply, allowing the reel to be isolated for maintenance or replacement without interrupting supply to other reels on the same riser.
- Pressure Gauge: Real-time system pressure indicator confirming that the water supply is live and at the correct operating pressure — providing immediate visual confirmation of system readiness during routine inspections and before deployment.
- Landing Valve (where specified): A 2½-inch outlet valve installed within or adjacent to the cabinet on wet riser systems, providing a dedicated connection point for fire brigade hose lines during major fire events.
Fire Cabinet Types and Material Selection
Advanced Systems supplies fire cabinets across the full range of material and configuration options required by Saudi Civil Defense codes and project specifications. Selecting the correct material is not simply aesthetic — it directly affects equipment longevity, maintenance requirements, and system reliability in the installation environment:
- Mild Steel Fire Cabinets: The standard specification for most commercial, office, retail, and light industrial buildings. Powder-coated in Civil Defense red with corrosion-resistant primer treatment, mild steel cabinets deliver the structural integrity and cost-effectiveness required for the majority of building types and indoor environments across Saudi Arabia.
- Stainless Steel Fire Cabinets (SS304): The correct specification for installations in moderate humidity, coastal proximity, or environments with periodic moisture exposure. SS304 provides significantly superior corrosion resistance to mild steel while maintaining a professional, architectural finish suitable for high-specification commercial and hospitality environments. For a detailed comparison of material options, see our guide to Mild Steel and Stainless Steel Fire Cabinets.
- Stainless Steel Fire Cabinets (SS316): The premium specification for installations in aggressive corrosive environments — coastal facilities with direct sea air exposure, food processing plants, chemical handling areas, marine and offshore installations, and hospital sterile zones — where SS304 would be insufficient for the long-term demands of the environment.
Installation Configurations and Coverage Requirements
Saudi Civil Defense regulations and NFPA 14 requirements govern both the positioning and coverage radius of every fire cabinet and hose reel installation. Advanced Systems designs every hose reel layout to ensure full, overlapping coverage of all occupied and accessible areas within the protected building:
- Maximum Coverage Radius: Each hose reel provides effective coverage within a 30-meter operational radius — accounting for hose travel distance around corners, through doors, and along corridors rather than straight-line distance from the cabinet.
- Surface-Mounted Cabinets: Fixed directly to the wall surface — the fastest and most cost-effective installation for warehouses, industrial facilities, and back-of-house service areas where wall recess construction is not practical.
- Semi-Recessed Cabinets: Set partially into the wall to reduce corridor projection while maintaining full equipment capacity — the standard specification for commercial office buildings, hotels, hospitals, and retail environments.
- Fully Recessed Cabinets: Installed completely flush with the finished wall surface for architectural specification requirements in high-end commercial lobbies, premium hospitality facilities, and healthcare environments where surface projection is unacceptable.
Industries and Facility Types Served
Advanced Systems installs certified fire cabinet and hose reel systems across every major sector throughout Saudi Arabia:
- Commercial and High-Rise Buildings: Wet riser-connected hose reel cabinets at every floor level, providing full floor coverage and fire brigade landing valve access throughout the entire building height.
- Industrial and Manufacturing Facilities: Heavy-duty mild steel or stainless steel cabinets positioned at regular intervals to provide complete hose reel coverage across large open production and storage areas with high fire loads.
- Healthcare Facilities: Semi-recessed or fully recessed cabinets in SS304 or SS316 meeting hygiene standards and infection control requirements in hospitals, clinics, and medical center corridors.
- Hotels and Hospitality: Architecturally finished cabinets that meet Civil Defense requirements without compromising the design standards of guest-facing corridors, lobbies, and function spaces.
- Shopping Malls and Retail: High-visibility surface or semi-recessed cabinets positioned throughout public circulation areas, service corridors, and back-of-house zones at required coverage intervals.
- Educational and Institutional: Robust mild steel cabinets in high-traffic corridor installations across schools, universities, and government facilities throughout the Kingdom.
Integration with Fire Detection, Alarm, and Suppression Systems
A fire cabinet and hose reel installation is most effective when it forms part of a fully coordinated, integrated fire protection strategy. Advanced Systems designs every project with all fire safety systems working together — ensuring that the alarm system alerting occupants to deploy hose reel equipment is correctly matched to the building layout, hazard profile, and occupancy requirements. Understanding the full range of Fire Alarm Types available is essential to selecting the detection and notification architecture that provides the earliest possible warning to occupants using first-response equipment. For projects requiring sophisticated zone-level detection and suppression interfacing, we design and install both Addressable and Conventional Fire Alarm Systems matched to the specific demands of each facility — and for mission-critical developments, we integrate with leading certified control platforms including the Potter Fire Alarm System for comprehensive, coordinated fire and life safety protection across the entire building.
Advanced Systems: Your Fire Cabinet and Hose Reel Supplier in KSA
Advanced Systems supplies and installs the complete range of certified fire cabinet and hose reel systems for facilities of every type and scale across Saudi Arabia. All cabinets and hose reel equipment we supply carry the required international certifications — UL listed, LPCB approved, BS EN 694 compliant — and meet Saudi Civil Defense dimensional and material specifications for straightforward regulatory approval on every project. We supply cabinets complete with certified hose reels, nozzles, pressure gauges, and isolation valves, and provide structured maintenance programs that keep every installation in peak operational condition for the long term.
Contact Advanced Systems today to discuss your fire cabinet and hose reel requirements and receive a tailored supply and installation proposal for your facility.
Frequently Asked Questions About Fire Cabinets and Hose Reels
What hose reel coverage radius is required per fire cabinet in Saudi Arabia?
Each fire cabinet and hose reel installation must provide effective coverage within a 30-meter operational radius, accounting for actual hose travel distance around obstacles and through doorways rather than straight-line distance. Advanced Systems designs every hose reel layout to ensure full, overlapping coverage of all accessible areas within the building in compliance with Saudi Civil Defense requirements.
What is the difference between a semi-rigid and synthetic fire hose reel?
A semi-rigid hose maintains its circular cross-section when pressurized — preventing kinking and ensuring uninterrupted water flow during deployment. A synthetic hose is more flexible and lighter but requires careful handling to avoid kinking under pressure. Advanced Systems specifies the correct hose type for each application based on the installation environment, pressure requirements, and user capability considerations.
How often should fire cabinet and hose reel systems be inspected and maintained?
Saudi Civil Defense and NFPA 25 require regular inspection and maintenance of all first-response fire fighting equipment. Advanced Systems provides structured maintenance contracts covering quarterly visual inspections, annual functional tests, hose pressure testing, nozzle verification, pressure gauge calibration, and full documentation for compliance records — ensuring every installation remains operationally ready and fully compliant at all times.
Can Advanced Systems supply fire cabinets for both indoor and outdoor installations?
Yes. Advanced Systems supplies fire cabinets for both indoor and outdoor applications — with outdoor cabinets specified in SS316 stainless steel or powder-coated mild steel with weatherproof door seals and UV-resistant coating, rated for temperature ranges from -40°C to +60°C to withstand Saudi Arabia’s extreme outdoor conditions reliably.

by Mohamed Elbebhairy | Apr 19, 2026 | Products
Selecting between addressable and conventional fire alarm systems is one of the most consequential fire protection decisions a facility owner, developer, or project manager can make. The wrong choice affects detection accuracy, emergency response speed, maintenance complexity, and long-term system management capability — all of which have direct implications for life safety and regulatory compliance. Advanced Systems designs, supplies, and installs both addressable and conventional fire alarm systems across Saudi Arabia, providing expert engineering guidance that ensures every client receives the system architecture best matched to their facility type, size, and operational requirements — fully compliant with NFPA 72 and Saudi Civil Defense standards.
Understanding the Core Difference
The fundamental distinction between addressable and conventional fire alarm systems lies in how each system communicates detection information back to the fire alarm control panel — and how precisely that information identifies the location of an alarm event within the facility.
In a conventional fire alarm system, detectors and call points are wired together in zones. When a device activates, the control panel identifies which zone has triggered — but not which specific device within that zone. In a building with large zones covering multiple rooms or an entire floor, this means the responding team must physically search the entire zone to locate the fire source, losing critical time in the process.
In an addressable fire alarm system, every single detector, call point, and module on the network has a unique electronic address. When any device activates, the control panel immediately identifies that exact device by name and location — displaying precise information that allows emergency responders to go directly to the fire source without any search delay. This precision is the defining operational advantage of addressable technology, and it becomes increasingly critical as building size and complexity increase.
Conventional Fire Alarm Systems: Capabilities and Limitations
A conventional fire alarm system uses a straightforward wiring architecture where multiple detectors share a common circuit back to the control panel. Each circuit represents a zone, and the panel indicates zone-level alarm, fault, or normal status through dedicated indicator LEDs or a simple display.
Conventional systems offer genuine advantages in specific contexts:
- Lower initial installation cost for small, simple facilities where zone-level information is sufficient for effective emergency response.
- Simple design and straightforward maintenance — technicians familiar with basic electrical systems can work on conventional panels without specialist software tools.
- Proven reliability in small commercial buildings, individual retail units, and light industrial spaces where the total protected area is limited and zone boundaries are clearly defined.
- Cost-effective for retrofit projects in existing buildings where rewiring to addressable standards would be prohibitively disruptive or expensive.
However, conventional systems carry significant limitations that make them unsuitable for medium to large facilities:
- Zone-level identification only — in a large zone covering multiple rooms, locating the actual fire source requires a physical search that wastes precious response time.
- Limited fault diagnostics — identifying the specific device causing a fault requires manual inspection of the entire zone circuit.
- Scalability constraints — expanding a conventional system as a facility grows requires additional panel zones and cabling that quickly becomes costly and complex.
- No device-level monitoring — gradual detector contamination or sensitivity drift is not detectable until the device fails entirely or generates false alarms.
Addressable Fire Alarm Systems: Precision, Intelligence, and Scalability
An addressable fire alarm system communicates with every device on the network individually using a digital protocol over a loop circuit — a single cable that connects all devices in sequence and returns to the panel, providing inherent circuit redundancy. Each device’s unique address allows the control panel to poll it continuously, monitor its status in real time, and receive precise alarm or fault information instantly.
The operational and technical advantages of addressable systems are substantial:
- Exact device identification: Every alarm and fault event is reported with the specific device name, location description, and zone — eliminating search time and enabling immediate, targeted emergency response.
- Continuous device health monitoring: Addressable panels monitor detector sensitivity levels in real time, flagging devices that are drifting toward contamination or failure before they cause false alarms or actual detection failures.
- Cause and effect programming: Sophisticated control logic allows specific detectors to trigger specific outputs — activating door holders, controlling ventilation dampers, releasing magnetic locks, initiating suppression sequences, and triggering elevator recall — all automatically and with precision.
- Scalability and flexibility: Adding devices to an addressable loop is straightforward — simply assign a new address and connect to the existing loop without running new circuits back to the panel.
- Comprehensive event logging: All alarm events, faults, test activities, and operator actions are time-stamped and stored in the panel’s memory — providing a complete audit trail for compliance, insurance, and incident investigation purposes.
- Reduced false alarm rates: Advanced addressable panels with intelligent detector algorithms can distinguish between genuine fire signatures and nuisance sources — dramatically reducing false alarms that disrupt operations and desensitize occupants to alarm signals.
Addressable vs. Conventional: A Direct Comparison
Understanding the full range of Fire Alarm Types available — and how addressable and conventional architectures compare across the criteria that matter most — is essential to making the right system selection for your facility:
- Detection Location Accuracy: Addressable — exact device; Conventional — zone only.
- Device Health Monitoring: Addressable — continuous real-time; Conventional — not available.
- False Alarm Intelligence: Addressable — advanced algorithms available; Conventional — basic threshold only.
- System Scalability: Addressable — highly scalable on existing loops; Conventional — requires new circuits and zones.
- Maintenance Efficiency: Addressable — remote fault identification, no physical search; Conventional — manual zone circuit inspection required.
- Integration Capability: Addressable — full BMS, suppression, access control, and HVAC integration; Conventional — limited relay-based outputs only.
- Initial Cost: Addressable — higher upfront; Conventional — lower upfront.
- Long-Term Value: Addressable — significantly lower lifecycle cost through reduced maintenance time, fewer false alarms, and superior system management capability.
- Best Application: Addressable — medium to large, complex, or multi-occupancy facilities; Conventional — small, simple, single-occupancy buildings.
How Advanced Systems Selects the Right Architecture for Your Project
Advanced Systems does not apply a one-size-fits-all approach to fire alarm system design. Our engineering team evaluates each project individually — assessing facility size, floor plan complexity, occupancy type, hazard classification, Civil Defense zone requirements, integration needs, and budget constraints — before recommending the system architecture that delivers the optimal balance of performance, compliance, and lifecycle value for that specific project.
For projects requiring the highest level of detection intelligence and system integration, Advanced Systems specifies and installs the Potter Fire Alarm System — a globally certified addressable platform with advanced cause-and-effect programming, comprehensive event logging, and reliable suppression panel interfacing that has proven its performance across commercial, industrial, healthcare, and infrastructure projects throughout Saudi Arabia and internationally.
Every fire alarm installation we deliver is designed as part of a complete, integrated fire protection strategy — coordinated with suppression systems, fire fighting pump sets, Mild Steel and Stainless Steel Fire Cabinets for first-response hose reel access, and Booster and Sewage Pump Solutions that ensure reliable building services infrastructure supports the fire protection system’s full operational capability.
Advanced Systems: Your Fire Alarm System Specialist in Saudi Arabia
Advanced Systems brings deep technical expertise in both addressable and conventional fire alarm systems to every project, combined with a certified product portfolio, rigorous NFPA 72 compliance, and a project delivery process that covers design, Civil Defense approval, professional installation, commissioning, and long-term maintenance support — all under one contract. Whether your project calls for a simple conventional system in a small facility or a sophisticated multi-loop addressable installation across a complex high-rise or industrial development, Advanced Systems has the knowledge and capability to deliver a fire alarm solution that performs exactly as required when it matters most.
Contact Advanced Systems today to discuss your fire alarm system requirements and receive a tailored engineering proposal for your facility.
Frequently Asked Questions
What is the main advantage of an addressable fire alarm system over a conventional one?
The primary advantage of an addressable fire alarm system is precise, device-level identification of every alarm and fault event — allowing emergency responders to go directly to the exact location of a fire rather than searching an entire zone. This precision significantly improves emergency response speed and reduces the risk of fire spreading before suppression measures are applied.
When is a conventional fire alarm system still an appropriate choice?
A conventional fire alarm system remains appropriate for small, simple facilities — such as individual retail units, small offices, or light industrial spaces — where the total protected area is limited, zones are clearly defined, and zone-level alarm information is sufficient for effective emergency response. For any facility of significant size or complexity, an addressable system is strongly recommended.
What standard governs fire alarm system design in Saudi Arabia?
Fire alarm system design and installation in Saudi Arabia must comply with NFPA 72 — the National Fire Alarm and Signaling Code — alongside applicable Saudi Civil Defense regulations. Advanced Systems designs every installation to full NFPA 72 compliance and manages Civil Defense technical submissions on every project.
Can an existing conventional fire alarm system be upgraded to addressable?
Yes. Advanced Systems has extensive experience upgrading conventional fire alarm systems to modern addressable platforms — including panel replacement, device upgrades, and loop rewiring — in occupied facilities, carefully planned to maintain continuous fire protection coverage throughout the upgrade process.
by Mohamed Elbebhairy | Apr 12, 2026 | Products
A facility’s fire protection capability is only as strong as the engineering behind it. Professional fire system design and supply is the process that transforms a building’s fire safety requirements into a fully engineered, code-compliant, and operationally reliable protection solution — covering every system, every zone, and every hazard from the earliest design stage through to certified product delivery and installation. Advanced Systems is one of Saudi Arabia’s most experienced providers of integrated fire system design and supply services, delivering end-to-end fire protection solutions for commercial, industrial, healthcare, hospitality, and infrastructure facilities across the Kingdom — engineered to NFPA standards and Saudi Civil Defense requirements on every project.
Why Fire System Design Cannot Be an Afterthought
Fire protection is frequently treated as a late-stage construction discipline — something to be addressed after architectural, structural, and MEP designs are already fixed. This approach consistently produces suboptimal outcomes: systems that are difficult to install, inadequately sized for the actual hazard, non-compliant with Civil Defense codes, or — most critically — unable to perform reliably under real emergency conditions. Professional fire system design must begin at the earliest stage of any project to ensure that suppression pipe routes, pump room locations, detection device positions, alarm panel placements, and equipment access requirements are all coordinated with the building structure and other services before construction begins.
Advanced Systems engages with clients and project teams from the concept stage onwards, embedding fire protection engineering into the project design process rather than retrofitting it at the end — saving cost, preventing rework, and ensuring that the completed system performs exactly as required.
What a Complete Fire System Design and Supply Covers
A comprehensive fire system design and supply engagement with Advanced Systems covers every element of your facility’s fire protection infrastructure as a single, coordinated engineering solution:
Hazard Assessment and System Selection
Every effective fire protection design begins with a thorough understanding of the specific fire hazards present in each area of the facility. Advanced Systems conducts detailed hazard assessments that evaluate occupancy classification, fire load type and density, ceiling heights, structural materials, operational processes, and any special hazards — such as flammable liquids, electrical equipment concentrations, or high-value asset areas — that require specialist suppression solutions. This assessment directly determines which system types, suppression agents, and detection technologies are most appropriate for each zone of the facility.
Fire Suppression System Design
Advanced Systems designs the full range of water-based and specialty suppression systems in compliance with applicable NFPA codes and Saudi Civil Defense regulations:
- Wet Pipe Sprinkler Systems (NFPA 13): The most widely deployed suppression system type — reliable, cost-effective, and suitable for the majority of commercial and light industrial environments.
- Dry Pipe and Pre-Action Systems: For environments where freezing temperatures or accidental water discharge would cause significant damage — including cold stores, data centers, and archive rooms.
- Deluge Systems: For high-hazard applications requiring simultaneous discharge across an entire zone — including aircraft hangars, transformer areas, and high-challenge industrial processes.
- Foam Suppression Systems: For flammable liquid hazards in oil and gas facilities, fuel storage areas, and industrial processing environments where water alone cannot achieve adequate suppression.
- Clean Agent and CO2 Systems: For sensitive equipment rooms, server facilities, and enclosed electrical hazards where water or foam would cause unacceptable secondary damage.
- Fire Fighting Pump Systems (NFPA 20): Hydraulic design and specification of electric, diesel, and jockey pump configurations sized to the peak demand of the entire suppression network.
Fire Detection and Alarm System Design
Advanced Systems designs complete fire detection and alarm systems integrated with the suppression infrastructure from the outset. Every detection design specifies the correct device types and locations for each zone’s environmental conditions and hazard profile — selecting from the full range of Fire Alarm Types available, from conventional zone-based architectures to fully addressable intelligent platforms that provide device-level identification for precise emergency response. For mission-critical projects, our designs incorporate leading certified control platforms such as the Potter Fire Alarm System, which delivers advanced addressable monitoring, suppression panel interfacing, and comprehensive event logging across complex multi-zone facilities.
Hydraulic Calculations and Engineering Documentation
Every fire system design produced by Advanced Systems is supported by complete hydraulic flow calculations that verify system performance under worst-case simultaneous demand scenarios. These calculations confirm that the pipe network diameters, pump sizes, and pressure settings specified in the design will deliver the required flow rate and pressure at every discharge point — providing the engineering basis for Civil Defense technical submissions and the confidence that the system will perform as designed when needed.
Certified Product Supply
Advanced Systems sources and supplies every component required for the complete fire protection installation from internationally certified manufacturers — ensuring that all products carry the UL, FM Global, CE, or EN certifications required for Saudi Civil Defense approval and long-term system reliability. Our supply scope covers the entire project: sprinkler heads, detection devices, alarm panels, suppression agent cylinders, fire fighting pumps, pipework and fittings, control valves, and ancillary equipment including Mild Steel and Stainless Steel Fire Cabinets housing hose reels and first-response equipment at every required location throughout the building. For facilities requiring complete building services integration, our supply scope also extends to certified Booster and Sewage Pump Solutions that ensure reliable water pressure and efficient wastewater management across the entire facility.
The Advanced Systems Fire System Design and Supply Process
Advanced Systems follows a structured, engineering-led delivery process on every project to ensure technical excellence, regulatory compliance, and client confidence from first engagement through to system handover:
- Stage 1 — Initial Consultation and Site Assessment: Understanding the project scope, facility type, hazard profile, and client requirements before any design work begins.
- Stage 2 — Concept Design and System Selection: Recommending the optimal combination of suppression, detection, and alarm systems for each zone of the facility based on the hazard assessment outcomes.
- Stage 3 — Detailed Engineering Design: Producing complete design drawings, device schedules, hydraulic calculations, and technical specifications for all systems in full compliance with NFPA codes and Civil Defense requirements.
- Stage 4 — Civil Defense Submission and Approval: Managing the complete technical submission and approval coordination process on behalf of the client — including responding to reviewer queries and obtaining final design approval before installation begins.
- Stage 5 — Certified Product Procurement and Supply: Sourcing all specified equipment from certified manufacturers, verifying certification documentation, and delivering materials to site in accordance with the project program.
- Stage 6 — Installation, Testing, and Commissioning: Professional installation by trained teams following approved drawings, followed by comprehensive functional testing and commissioning of every system before project handover.
- Stage 7 — Handover Documentation and Maintenance Support: Providing complete as-built drawings, equipment manuals, test records, and maintenance schedules — with structured maintenance contracts available to ensure ongoing compliance and system reliability.
Industries We Serve Across Saudi Arabia
Advanced Systems delivers integrated fire system design and supply services for facilities of every type and complexity across the Kingdom:
- Commercial and High-Rise Buildings: Multi-system designs covering sprinklers, detection, alarm, pump sets, and hose reel cabinets across all floors and occupancy zones.
- Industrial and Manufacturing: Complex multi-hazard designs combining water, foam, gas, and detection systems for high fire-load production and storage environments.
- Oil, Gas, and Petrochemical: Hazardous area designs incorporating intrinsically safe detection, foam suppression, deluge systems, and diesel-driven pump sets for remote and power-unreliable locations.
- Healthcare: Fully coordinated fire protection designs that protect patients, staff, and sensitive medical infrastructure with the highest levels of system redundancy and reliability.
- Hospitality and Mixed-Use Developments: Integrated designs serving complex multi-occupancy developments with different fire risk profiles in different zones of the same building.
- Data Centers and Critical Infrastructure: Specialist designs combining very early smoke detection, clean agent suppression, addressable alarm systems, and comprehensive monitoring for mission-critical environments.
Advanced Systems: Your Fire System Design and Supply Partner in KSA
Choosing Advanced Systems for your fire system design and supply requirements means accessing one of Saudi Arabia’s most capable and experienced fire protection engineering teams — a team that understands the technical complexity of modern fire safety, the requirements of Saudi Civil Defense, and the commercial realities of delivering high-quality projects on time and within budget. We do not simply sell equipment; we engineer complete fire protection solutions that perform reliably, comply fully, and protect your facility, your people, and your assets for the long term.
Contact Advanced Systems today to discuss your fire system design and supply requirements and take the first step toward a fire protection solution your facility can depend on absolutely.
Frequently Asked Questions About Fire System Design and Supply
When should fire system design begin on a construction project?
Fire system design should begin at the earliest possible project stage — ideally during concept or schematic design — to ensure that pump room locations, pipe route corridors, detection device positions, and equipment access requirements are fully coordinated with the building architecture and other MEP services before structural and finishing elements are fixed.
What standards govern fire system design in Saudi Arabia?
Fire system design in Saudi Arabia must comply with Saudi Civil Defense regulations and the applicable NFPA codes — including NFPA 13 for sprinklers, NFPA 14 for standpipe systems, NFPA 20 for fire pumps, NFPA 72 for fire alarm systems, and NFPA 11 or NFPA 12 for specialty suppression systems. Advanced Systems designs every project to the full requirements of all applicable standards.
Does Advanced Systems manage Civil Defense approvals?
Yes. Advanced Systems manages the complete Civil Defense technical submission, review coordination, and approval process on behalf of every client — preparing all required documentation, responding to reviewer queries, and securing design approval before installation begins.
Can Advanced Systems design and supply fire systems for retrofit projects?
Absolutely. Advanced Systems has extensive experience designing and supplying fire protection systems for building upgrades, system expansions, and full retrofit projects in occupied facilities — carefully coordinating installation sequencing to maintain fire protection coverage and minimize disruption to ongoing operations throughout the project.

by Mohamed Elbebhairy | Apr 9, 2026 | Products
Among the most operationally critical elements of any building’s fire protection infrastructure, fire fighting valves and cabinets ensure that water supply reaches every area of a facility at the correct pressure and that first-response equipment is immediately accessible when an emergency occurs. A poorly specified valve or an incorrectly positioned cabinet can mean the difference between a controlled response and a catastrophic loss. Advanced Systems supplies and installs certified fire fighting valves and cabinets across Saudi Arabia, engineered to Saudi Civil Defense requirements and international fire protection standards for commercial, industrial, and infrastructure projects of every scale.
Fire Fighting Valves: Types and Functions
Fire fighting valves are the control and regulation backbone of any water-based suppression system. Every valve must be correctly specified, installed, and maintained to ensure the system delivers water precisely where and when it is needed. Advanced Systems supplies the full range of certified fire fighting valves for every application:
- Gate Valves: Full-bore isolation valves used to shut off water supply to specific zones or sections of the fire suppression system for maintenance or emergency isolation. Their low flow resistance makes them the standard choice for main supply isolation in fire protection pipework.
- Butterfly Valves: Compact, lightweight isolation valves widely used in larger diameter pipework where space constraints make gate valves impractical. Available with supervisory switches for tamper monitoring — a key requirement under NFPA 13 and Saudi Civil Defense codes.
- Check Valves (Non-Return Valves): Prevent backflow within the fire suppression system, protecting pumps, water supply connections, and system integrity from reverse flow conditions that can compromise performance and contaminate potable water supplies.
- Pressure Reducing Valves (PRVs): Essential in multi-story buildings where static pressure on lower floors exceeds the maximum working pressure of hose reels, sprinklers, and other system components. PRVs protect equipment and ensure consistent operating pressure throughout the distribution network.
- Landing Valves and Outlet Valves: Installed on fire hydrant risers and wet risers to provide controlled water access points for fire brigade use and first-response hose connections at each floor level.
- Zone Control Valves: Sectional isolation valves that allow individual sprinkler zones to be isolated for testing or maintenance without shutting down the entire system — critical for occupied buildings requiring continuous protection.
Fire Fighting Cabinets: Housing and Protecting First-Response Equipment
A fire fighting cabinet provides secure, organized, and highly visible housing for hose reels, nozzles, landing valves, and ancillary fire fighting equipment — ensuring immediate access during an emergency without obstruction or delay. Advanced Systems supplies cabinets in mild steel and stainless steel configurations to suit every installation environment:
- Surface-Mounted Cabinets: Fixed directly onto the wall surface — the fastest and most cost-effective installation option for industrial facilities, warehouses, and back-of-house service areas.
- Semi-Recessed Cabinets: Partially set into the wall to reduce projection into the corridor or occupied space while maintaining full equipment capacity — the standard specification for most commercial and hospitality projects.
- Fully Recessed Cabinets: Installed completely flush with the wall surface for architectural finish requirements in high-specification commercial lobbies, hotels, and healthcare facilities.
Integration with Fire Detection and Alarm Systems
Fire fighting valves and cabinets operate as part of a fully integrated fire protection strategy. Supervisory switches on isolation valves connect directly to the building’s fire alarm control panel, providing real-time tamper monitoring and ensuring that any unauthorized valve closure triggers an immediate alarm. Advanced Systems designs every installation with full integration of certified detection and notification infrastructure — understanding the full range of Fire Alarm Types is essential to selecting the correct alarm architecture for each facility. All alarm installations are supported by certified Fire Alarm Devices throughout the building, and for mission-critical projects, we integrate with leading control platforms including the Potter Fire Alarm System for comprehensive, fully coordinated facility-wide fire protection.
Advanced Systems: Your Fire Fighting Valves and Cabinets Supplier in KSA
Advanced Systems supplies and installs the complete range of certified fire fighting valves and cabinets for facilities of every type and scale across Saudi Arabia. All products we supply meet Saudi Civil Defense specifications and carry the required international certifications — UL, FM Global, or EN — ensuring reliable performance, straightforward regulatory approval, and long-term system integrity. Contact Advanced Systems today to discuss your fire fighting valve and cabinet requirements and receive a tailored supply and installation proposal for your project.
Frequently Asked Questions
What types of valves are required in a fire suppression system?
A complete fire suppression system typically requires gate or butterfly isolation valves, check valves, pressure reducing valves, zone control valves, and landing valves — each serving a specific function in controlling, regulating, and protecting the water supply network. Advanced Systems specifies the correct valve types for each application based on system design, pressure requirements, and Saudi Civil Defense compliance standards.
Which fire cabinet type is right for my building?
The correct cabinet type depends on your wall construction, corridor space constraints, and finish requirements. Surface-mounted cabinets suit industrial and warehouse environments; semi-recessed cabinets are the standard for commercial buildings; and fully recessed cabinets meet the aesthetic requirements of high-specification hospitality and healthcare projects. Advanced Systems advises on the optimal specification for each installation location.

by Mohamed Elbebhairy | Apr 9, 2026 | Products
A mild steel and stainless steel fire cabinet is a critical component of any building’s active fire protection infrastructure — providing secure, organized, and immediately accessible housing for fire hoses, nozzles, valves, and ancillary equipment exactly where they are needed most. Selecting the correct cabinet material and specification for your facility is not simply an aesthetic decision; it directly affects equipment longevity, regulatory compliance, and system reliability under real emergency conditions. Advanced Systems supplies certified mild steel and stainless steel fire cabinets across Saudi Arabia, engineered to Saudi Civil Defense requirements and international fire protection standards for commercial, industrial, and infrastructure facilities.
Mild Steel vs. Stainless Steel Fire Cabinets
Both mild steel and stainless steel fire cabinets serve the same fundamental purpose — protecting and housing fire hose reel equipment — but each material offers distinct advantages depending on the installation environment and operational demands of the facility:
- Mild Steel Fire Cabinets: The most widely deployed fire cabinet type across commercial and industrial facilities in Saudi Arabia. Mild steel cabinets offer excellent structural strength and rigidity at a cost-effective price point, making them the standard specification for office buildings, shopping malls, warehouses, and general commercial developments. They are typically powder-coated in red to meet Civil Defense visibility requirements and provide reliable corrosion resistance in standard indoor environments.
- Stainless Steel Fire Cabinets: The premium specification for installations in harsh, corrosive, or high-humidity environments where mild steel would be susceptible to surface deterioration over time. Stainless steel cabinets are the correct choice for coastal facilities, food processing plants, chemical handling areas, marine and offshore installations, hospital sterile zones, and any environment where hygiene standards or aggressive atmospheric conditions demand superior material performance and long-term appearance retention.
Where Fire Cabinets Are Required
Advanced Systems installs mild steel and stainless steel fire cabinets across the full range of facility types throughout Saudi Arabia:
- Commercial and Office Buildings: Corridor and lobby installations housing fire hose reels and first-aid fire fighting equipment at required coverage intervals per Civil Defense codes.
- Industrial and Manufacturing Facilities: Heavy-duty mild steel or stainless steel specifications depending on the chemical and environmental exposure of each installation zone.
- Healthcare and Food Processing: Stainless steel cabinets meeting hygiene and corrosion resistance requirements in sterile and wet processing environments.
- Hotels and Hospitality: Recessed or semi-recessed mild steel cabinets with architectural finishes that maintain aesthetic standards without compromising access or compliance.
- Warehouses and Logistics: Surface-mounted mild steel cabinets positioned at regular intervals to provide complete hose reel coverage across large open floor areas.
Integration with Fire Detection and Alarm Systems
Fire cabinets form part of a broader, integrated fire protection strategy. Advanced Systems designs every installation to work in coordination with the facility’s fire detection and alarm infrastructure. Understanding the range of Fire Alarm Types available ensures that the alarm system alerting occupants to use hose reel equipment is correctly matched to the building layout and hazard classification. All alarm installations are supported by certified Fire Alarm Devices — including smoke detectors, heat detectors, and manual call points — and for mission-critical projects, integrated with leading control platforms such as the Potter Fire Alarm System for reliable, fully coordinated facility-wide fire protection.
Advanced Systems: Your Fire Cabinet Supplier in Saudi Arabia
Advanced Systems supplies and installs certified mild steel and stainless steel fire cabinets for facilities of every type and scale across the Kingdom of Saudi Arabia. All cabinets we supply meet Saudi Civil Defense dimensional and material specifications, are available in surface-mounted, semi-recessed, and fully recessed configurations, and are supplied complete with certified hose reels, nozzles, and isolation valves ready for installation. Contact Advanced Systems today to discuss your fire cabinet requirements and receive a tailored supply proposal for your project.
Frequently Asked Questions
When should I choose stainless steel over mild steel for a fire cabinet?
Choose a stainless steel fire cabinet for installations in coastal environments, food processing areas, chemical plants, hospitals, or any location with high humidity or corrosive atmospheric conditions. For standard indoor commercial and industrial environments, a mild steel fire cabinet provides the correct balance of performance and cost-effectiveness.
Do Advanced Systems fire cabinets meet Saudi Civil Defense requirements?
Yes. All fire cabinets supplied by Advanced Systems comply with Saudi Civil Defense dimensional, material, and equipment specifications, ensuring straightforward regulatory approval and inspection compliance on every project.

by Mohamed Elbebhairy | Apr 9, 2026 | Products
When a fire breaks out, every second counts — and the performance of your fire fighting pumps determines whether your suppression system delivers the water pressure and flow rate required to protect lives and assets from the very first moment of activation. A correctly specified, professionally installed, and properly maintained fire fighting pump is not simply a mechanical component; it is the single most critical active element in your entire fire protection infrastructure. Advanced Systems is one of Saudi Arabia’s leading suppliers and installers of certified fire fighting pumps, delivering engineered pump solutions that meet NFPA 20 standards and Saudi Civil Defense requirements for commercial, industrial, healthcare, and infrastructure facilities across the Kingdom.
Why Fire Fighting Pumps Are Mission-Critical Infrastructure
Every water-based fire suppression system — whether a sprinkler network, a standpipe and hose system, or a fire hydrant installation — depends entirely on maintaining adequate water pressure and flow at every discharge point simultaneously during a fire event. The municipal water supply alone is rarely sufficient to meet this demand, particularly in multi-story buildings, large industrial facilities, or developments with complex pipe networks. Fire fighting pumps bridge this gap, ensuring that the suppression system performs to its full engineered design capacity regardless of the pressure available at the incoming water main.
An undersized, incorrectly configured, or poorly maintained fire fighting pump set is one of the most common — and most dangerous — deficiencies found in fire protection systems across Saudi Arabia. Advanced Systems exists to eliminate this risk, delivering pump solutions that are precisely engineered, correctly installed, and supported by structured maintenance programs for the long term.
Types of Fire Fighting Pumps
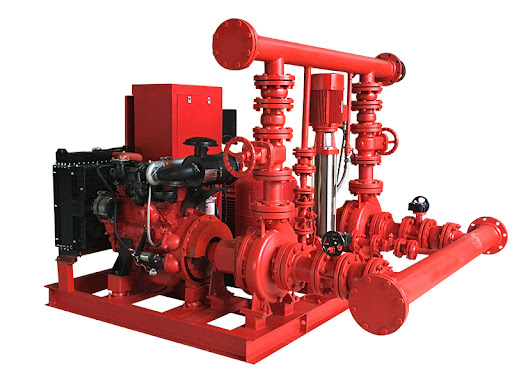
A complete fire fighting pump installation typically consists of three pump types working together as an integrated, redundant system to guarantee water supply availability under all conditions:
Electric Fire Pump
The primary duty pump in most installations — driven by an electric motor connected to a dedicated, supervised power supply that is independent of the building’s normal electrical distribution. The electric fire pump activates automatically on system pressure drop and delivers the primary water supply to the suppression network at the design flow rate and pressure. NFPA 20 requires the electric fire pump power supply to be arranged with the highest reliability — separate from all other building loads and protected against fault conditions.
Diesel Fire Pump
The automatic standby pump that activates if the electric pump fails to start or if its power supply is interrupted for any reason — including a mains power failure during the fire event itself. The diesel fire pump operates on a dedicated fuel supply with a minimum tank capacity for eight hours of continuous running at full load, as required by NFPA 20. The diesel engine is self-contained, requires no external power for starting, and must be capable of reaching full operating speed within ten seconds of activation.
Jockey Pump (Pressure Maintenance Pump)
A small, continuously running pump that maintains the fire suppression system at its design pressure during standby — compensating for minor leakage and preventing unnecessary starts of the main electric or diesel pumps. The jockey pump monitors system pressure in real time and maintains the pressurized state of the entire network, ensuring the main pumps start only when a genuine fire demand occurs. Correct jockey pump sizing and pressure setting are critical to reliable system behavior and false alarm prevention.
Key Standards and Compliance Requirements
Every fire fighting pump installation in Saudi Arabia must comply with NFPA 20 — Standard for the Installation of Stationary Pumps for Fire Protection and applicable Saudi Civil Defense regulations. NFPA 20 governs every aspect of fire pump design and installation, including:
- Pump sizing and hydraulic performance requirements at 100%, 150%, and shut-off duty points
- Driver type selection (electric vs. diesel) and power supply reliability requirements
- Pump room design, ventilation, drainage, and access specifications
- Controller type, listing requirements, and automatic start/stop sequencing
- Test header and flow measurement provisions for acceptance testing and periodic performance verification
- Minimum fuel storage capacity and diesel engine maintenance access requirements
Advanced Systems designs every fire fighting pump installation to full NFPA 20 compliance from the outset, managing all Civil Defense technical submissions and approval coordination on behalf of the client.
Fire Fighting Pump Room Design
The pump room housing your fire fighting pumps is as important as the pumps themselves. A poorly designed pump room creates maintenance access problems, overheating risks, flooding vulnerabilities, and Civil Defense approval complications that can delay your project and compromise long-term system reliability. Advanced Systems designs pump rooms that meet every NFPA 20 and Civil Defense requirement:
- Dedicated Space: The pump room must be used exclusively for fire protection equipment — no shared use with other mechanical or electrical services.
- Adequate Ventilation: Diesel engines require sufficient combustion air supply and exhaust ventilation to operate reliably under full load conditions.
- Floor Drainage: Pump rooms must include drainage to manage water discharge during testing, maintenance, and potential pipe leakage.
- Frost and Heat Protection: Pump room temperature must be maintained within the operating range of all installed equipment year-round.
- Access and Maintenance Clearances: Sufficient space around each pump and controller for safe inspection, maintenance, and component replacement without system shutdown where possible.
Industries We Serve with Fire Fighting Pump Solutions
Advanced Systems delivers certified fire fighting pump installations across every major sector in Saudi Arabia:
- Commercial and High-Rise Buildings: Multi-pump sets with variable pressure requirements across many floor levels, requiring precise hydraulic design and reliable automatic sequencing.
- Industrial and Manufacturing Facilities: High-flow pump systems for large sprinkler zones, deluge systems, and foam suppression networks in high fire-load environments.
- Oil, Gas, and Petrochemical: Heavy-duty diesel-driven pump systems for remote or power-unreliable locations where electric pump reliability cannot be guaranteed.
- Healthcare: Hospitals and medical centers requiring the highest levels of pump redundancy and reliability to protect vulnerable occupants around the clock.
- Hospitality and Mixed-Use Developments: Pump systems designed to serve complex multi-zone suppression networks across hotels, retail, and residential towers simultaneously.
- Data Centers and Critical Infrastructure: Pump installations engineered for maximum reliability, with comprehensive monitoring, automatic fault detection, and immediate alarm notification.
Integrating Fire Fighting Pumps with the Broader Fire Protection System
A fire fighting pump system performs at its maximum capability when fully integrated with every other element of the facility’s fire protection infrastructure. Advanced Systems designs pump installations with direct interface to the building’s fire alarm and detection network — ensuring automatic pump activation the moment a genuine fire condition is detected and confirmed. Understanding the full range of Fire Alarm Types available — from conventional zone systems to fully addressable intelligent platforms — is essential to ensuring that detection-to-pump activation response is optimized for each specific facility layout. For mission-critical projects, we integrate fire pump control panels with leading certified alarm platforms including the Potter Fire Alarm System, providing advanced event logging, zone-by-zone monitoring, and reliable suppression system interfacing across complex facilities.
Beyond the pump and alarm systems, Advanced Systems delivers the complete fire protection package — from Mild Steel and Stainless Steel Fire Cabinets housing first-response hose reels at every floor level, to certified Booster and Sewage Pump Solutions that manage both domestic water pressure and wastewater removal across the entire facility — ensuring every building services system works in coordinated support of your fire safety strategy.
Fire Fighting Pump Maintenance: Protecting Your Investment
NFPA 25 — the Standard for the Inspection, Testing, and Maintenance of Water-Based Fire Protection Systems — mandates regular testing and maintenance of all fire fighting pumps to verify continued performance compliance. Advanced Systems provides structured maintenance programs covering:
- Weekly Churn Tests: No-flow pump starts to verify automatic starting, engine health, and controller functionality.
- Annual Flow Tests: Full performance tests at 100% and 150% of rated flow to verify pump curve compliance and identify performance degradation before it becomes a safety issue.
- Diesel Engine Servicing: Oil and filter changes, fuel system checks, battery testing, and cooling system inspection at manufacturer-specified intervals.
- Controller Inspection: Verification of automatic start settings, alarm outputs, power supply integrity, and transfer switch operation.
- Full System Documentation: Test records, performance data, and maintenance certificates provided after every service visit for Civil Defense compliance files.
Advanced Systems: Your Fire Fighting Pump Specialist in Saudi Arabia
Advanced Systems brings together certified engineering expertise, an internationally compliant product portfolio, and a proven project delivery track record to provide Saudi Arabia’s facilities with fire fighting pump solutions they can depend on absolutely. From initial hydraulic design and NFPA 20 compliance through to professional installation, commissioning, acceptance testing, and long-term maintenance, we manage every phase of your project with the technical precision and client focus that life-safety infrastructure demands.
Contact Advanced Systems today to discuss your fire fighting pump requirements and receive a tailored engineering and supply proposal for your facility.
Frequently Asked Questions About Fire Fighting Pumps
What is the difference between an electric and diesel fire fighting pump?
An electric fire fighting pump is the primary duty pump connected to a dedicated supervised power supply. A diesel fire fighting pump is the automatic standby unit that activates if the electric pump fails or loses power — providing backup supply independence from the mains electricity network. NFPA 20 requires both pump types in most installations to ensure the highest level of supply reliability.
What standard governs fire fighting pump installation in Saudi Arabia?
NFPA 20 — Standard for the Installation of Stationary Pumps for Fire Protection — is the primary governing standard for fire fighting pump design and installation, applied alongside Saudi Civil Defense regulations on every Advanced Systems project.
How often should fire fighting pumps be tested?
NFPA 25 requires weekly churn tests (no-flow start tests) and annual full-flow performance tests for all fire fighting pumps. Advanced Systems provides structured maintenance contracts that cover all required testing intervals, engine servicing, and full documentation for Civil Defense compliance.
Can Advanced Systems replace or upgrade an existing fire fighting pump installation?
Yes. Advanced Systems has extensive experience assessing, replacing, and upgrading existing fire fighting pump sets — including controller replacements, diesel engine overhauls, and full pump room reconfigurations — in operational facilities with minimal disruption to ongoing fire protection coverage.
